IBCタンク振動試験機は上下振動シミュレーションで採用

視覚検知装置の自動ICBタンク漏洩試験装置の説明
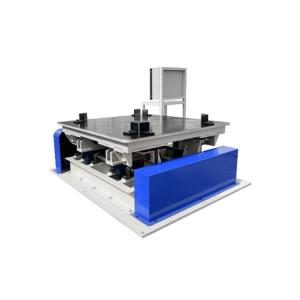
IBCタンク振動試験機は,プラットフォームをモーターを通して上下振動させることで試験環境をシミュレートできます.最大3トンの負荷をシミュレートするために2つのIBCを配置できます.
視覚検出付き自動ICBタンク漏れ検査機械の試験方法
(1) IBCタンクは,垂直シナス曲線を用いて,試験機械のプラットフォームの中心に配置する必要があります.横向きに移動している間,サンプルがプラットフォームから落ちないようにする制限装置を搭載しなければならない.垂直運動検査プロセスは制限する必要はありません.
2 試験は1時間間行われ,IBCの底部が各サイクルで振動プラットフォームから直ちに引き上げられるような頻度で行われます.メタル・ガスケット (少なくとも1個).6mm 厚さ50mm 幅) が間隔的に挿入され,IBCの底とプラットフォームの間には少なくとも100mm がある.
3 パッケージの共鳴を防ぐために,振動周波数を初期設定点以降に調整する必要がある場合があります.試験頻度は連続で,IBCの底に金属密封を配置できるようにしなければならない..
視覚検知装置の自動ICBタンク漏れ検査装置の技術パラメータ
| ポイント |
技術データ |
| 電力需要 |
380V 50Hz 12KW |
| 試し の 時 |
0-1時間 |
| 検出方法 |
差圧検出 + 視覚検出 |
| 圧力源 |
空気圧 |
| プラットフォームのサイズ |
1200×1200mm |
視覚検知装置の自動IBCタンク漏洩試験装置の特徴
1) 上下振動シミュレーション試験が採用されました.
2) 機械は人間と機械のインターフェース+PLCプログラミング制御モードを採用し,高度な自動化です.
3) 試験時間と振動周波数を ニーズに応じて設定できます.
FAQ--IBCタンク検出ライン
- IBCタンク検知ラインにはどんな機械が含まれていますか?
自動バルブマシン,自動漏れ検査マシン,自動スタッキングラインからなる.
IBCタンク生産要件に従って,自動バルブ供給と熱溶融方法を使用してタンクにバルブを設置します.視覚的同一性漏れテストと二度目の圧力差検出を通じて合格していないか確認し,合格していない製品がラインに入らないようにしてください.
わかったメカニカルアームを使用して,内部タンクを拾って,完全なフレームに入力します.それは回転テーブルに入ります.オペレーターは手動の引引棒とカバーを組み立てます.最後に,製品はスタッキングステーションに入ります検知プロセスが完了します
生産ライン
6頭IBCフレーム自動溶接機
溶接電源は,MF DC電源の4セットで設計されています. それは一度に6スポット溶接を行うことができます. ダブル層フィクチャーフィッダー.材料で別の固定装置を積もることができます. |
平面チューブメッシュと堅固な溶接品質
溶接機は,チューブを平面網状に溶接します. 堅牢で強い溶接品質です. 溶接プロセスを完了するのに約60秒かかります. |
垂直のダブルステーション IBCフレーム曲げ機
IBCケージフレームのダブルステーションの曲がり機は,高度な曲がり精度,安定した動作を確保するために全体として処理されます. |
平面網を四角形に折りたたむ
折りたたみ機械は,平面の網を四角の枠に折りたたむ.折りたたみプロセスを完了するのに約20〜25秒かかります.
|
IBCケージフレームロック機
IBCケージフレームロック機は,高度な挿入精度,大きなロック速度,安定した効率的な動作で,全体として処理されています. |
鍵 の 効率 と 品質
鍵付け機は,液圧力を使って管枠の端をロックします. 鍵付けプロセスは約25-30秒かかります.
|
IBCケージフレームの穴を掘り出し,パンチする機械
IBCケージフレームの穴を作るパンシングマシンがフレームの穴を形成するために使用されるので,完全なフレームがベースフレームに固定できます. |
穴 を 作る 効率 と 品質
穴を掘り,パンチする機械は,水力力を使っています. 完全なプロセスを完了するのに約25-30秒かかります. |
IBCケージベースフレームの溶接機
ベースフレームの溶接機械の設計は,ベースフレームの溶接を完了するために水平構造と7つの溶接頭を採用しています.操作者は製品をロードと卸すだけです.機械は自動的に溶接を行う. |
ベースフレームの最終製品
ベースフレームの溶接機械の自動ロードと卸荷装置をあなたの要求に応じて追加することができます. 溶接効率は約15-20秒/pcです. |
協力した顧客